Message Thread:
5 axis for nesting
4/17/20

We are a busy commercial shop with a varied product line in search of a new CNC to replace our 15 year old 3 axis. ****PLEASE NOTE: I am not yet looking to hear from salesmen extolling the virtues of My Great Machine**** I will get to that stage in due time.
We cut a lot of sheet goods of varied type, casework parts, diewalls and panels mostly and this is the bulk of use on our router. We want a nesting machine, with pods for occasional fixturing, not a dedicated pod and rail.
We also have need of some 5 axis capability for cutting odd angles in sheet goods for reception desks, joinery in solid wood for furniture and odd carving projects. I have seen the "older" setup for a 5 axis head, where the spindle is attached to a yoke which in turn spins 360 degrees (potentially) making 5 axis motion possible. A more recent setup is an angled plate that separates the 4th and 5th axis, which looks to my eye more robust and versatile, allowing (I think) for true unlimited rotation with no unwinding.
There are a ton of other considerations and features to consider, drill banks, tool changers, aggregates, compensation and such, but for now my question is to those who actually use them: should we be looking at 2 separate heads, one 5 axis and one 3 axis on the same gantry, (like for example a Biesse Rover C FT and others), or is a well-engineered modern 5 axis head sufficiently robust (like for example a Holz-Her Dynestic 7535 and others) to use in a day to day nesting operation?
I get that there are differences in how well one machine vs another is actually constructed. All 5 axis heads are not equal. I am trying to think through a general principle here and want to get some independent feedback.
4/17/20 #2: 5 axis for nesting ...
How much nesting for you do? I have had similar thoughts. We nest a lot of sheets per day. My instinct says it�s a compromise.
I�ll be interested to hear other people�s thoughts.
4/19/20 #3: 5 axis for nesting ...
You listed these goals:
"We also have need of some 5 axis capability for cutting odd angles in sheet goods for reception desks, joinery in solid wood for furniture and odd carving projects."
Except for the last one, i wouldn't buy a 5 axis, i'd use angle aggregates or ...
Like, if you want to expand your business into new areas and are trying to get these to become more of your business, maybe.
But it sounds like you are just looking to do some of the small odder stuff faster/easier?
5 axis machines are much more complicated to maintain, harder to keep accurate/precise, definitely more expensive.
They are also much harder to program.
They are *also* really cool in what they can do.
I just have a lot of trouble reading your post and thinking "this person is going to make more money and improve their business if they buy a 5 axis"
4/19/20 #4: 5 axis for nesting ...
Danny and Bill,
These perspectives are what I am looking for. I definitely can see downsides to adding a 5th axis.
Yes, I am looking to do the odd stuff faster and easier, and also more accurately and reliably. There is a fair amount of odd stuff, perhaps more than the average shop, but it is of course swamped in volume by the mundane box work. For us, the initial cost of 5 axis capabilities is likely worth it, but I can�t say that for sure until I really get into pricing machines and options. The complexity of programming is definitely a challenge but not one I am really worried about overcoming. Programming has costs too, and that needs thoughtful consideration.
My main concern at this point is whether I am compromising the robustness or reliability of the overall machine by relying on one 5 axis head to do all of the work, or whether running two heads on the same gantry is a better option. Not buying 5 axis at all is an issue that will wring itself out when the numbers get crunched. In the end that may well be the decision.
4/22/20 #5: 5 axis for nesting ...
Website: http://www.bhdavis.net
I think Danny pretty much nailed the response. The only thing I'd add is that unless 5-axis work equaled at least 25% of your work load.....if not even more..... I couldn't justify the negative factors Danny points out.
BH Davis
4/22/20 #6: 5 axis for nesting ...
We bought a 5 axis convertible table Biesse a few years ago (Rover A 1643 5 Axis ). We mostly run pod and rail but can add a flat table in 6 segments in about an hour, and run parts of the table on one side can do pod and rail on the other side.
The Bsolid program which was included made 5 axis simpler and saved the price of Alphacam which we would have needed at the time for the other 5 axis machines we were looking at.
We had the 5 axis trainer come to our shop after we had the machine for about 6 months or a year to train us on advanced programming for 5 axis. Its very useful when we need it. The 5 axis spindle is a 25hp spindle.
There are some limitations on aggregates because of the tooling geometry.
4/22/20 #7: 5 axis for nesting ...
I have to disagree with Danny about aggregates.
They are costly, buy three or four and you have paid for a 5 axis upgrade. They are light duty angle drive units, they have duty cycles, and they require rebuilding and maintenance that a 5 axis machine does not. They are fixed angles or if adjustable you have to manually change the angle the operator never gets this right every time the same. I would avoid aggregates anytime I could
4/22/20 #8: 5 axis for nesting ...
Look, I think it depends heavily what you are using it for.
I agree, if you start expanding the work you do, or are trying to, buying a 5 axis makes sense.
If you are just trying to handle random one off, probably would not do it.
In any case, Mark said he would run the numbers and let them dictate, so not gonna belabor it.
Reasonable people can disgree no matter what :)
Mark asked about robustness and reliability.
Both are double edged swords. The 5 axis systems are more complex systems of moving parts. But they are also fully integrated and planned to be that way.
So in the 3 axis + stuff case, the rotary or turret or whatever might break, and you still probably have a functional 3 axis machine.
Probably unlikely in the 5 axis - if it breaks, it's probably not functional in this way.
At the same time, the 5 axis is probably less likely to break - they sold you a 5 axis, and the manufacturer planned out the failure time/etc as a unit.
As long as your manufacturer does not suck (sometimes a big if), it should be more reliable than having done all the pieces separately ;)
So if i actually felt i needed 5 axis, i'd go that route rather than try to have two heads, etc.
IMHO It's just not worth trying to go halfway in something like this if you actually need it.
4/22/20 #9: 5 axis for nesting ...
Fair assessment Danny.
All the best.
4/22/20 #10: 5 axis for nesting ...
I am in the same type of situation. We are architectural millwork with heavy commercial cabinets mixed in. I have a 4 axis machine with a fixed 0-90� saw, drills, and 3 aggregates. Not much I haven't been able to make with that set up. The machine is long in the tooth so before the Corvid thing put us on hold I was ready to buy. I would love a 5 axis, but the more I considered it, the more I realized it wasn't worth the money or the downsides that come with a 5 axis, some of which were mentioned above. What I did settle on was a main spindle with C axis for aggregate work, a moulder/saw unit that can handle all of our corrugated knife stock for curved moulding plus mitre saw or kerfing blades. For the total outlay, this is the biggest bang for the buck with what we produce. I still wish I had a 5 axis for certain items, but most can be done with my current set up or my future one. The items that I want the 5 axis for are less than 1% of our total business. Good luck on your search, I know what you are going thru!
4/22/20 #11: 5 axis for nesting ...
What is the difference between a C axis and 5 axis?
4/23/20 #12: 5 axis for nesting ...
Website: http://www.bhdavis.net
A C-axis mounts to the bottom of the normal vertical spindle and then can be rotated like a record player turntable. Your aggregates then mount to the C-axis.
Typically from what I've read (I've never used one) the C-axis fixture is manual and locks in at different rotational positions. I suspect there could be motor driven C-axis devices out there as well though.
The aggregate that mounts to the C-axis is then adjustable in its own ways, an example being a horizontal bit for edge boring that can tilt up and down for upward or downward angle drilling off of horizontal.
The combination of the C-axis and the tilting aggregate head give the ability to machine or drill an any sideways angle anywhere around the 360� C-axis circle.
BH Davis
4/23/20 #13: 5 axis for nesting ...
Thanks for all of the responses, a lot of viewpoints to consider.
These are some C axis and some modern 5 axis setups. Like BH Davis points out, in woodworking C axis rotates on the bottom of a vertically mounted spindle. In metalworking it can have more varied orientations.
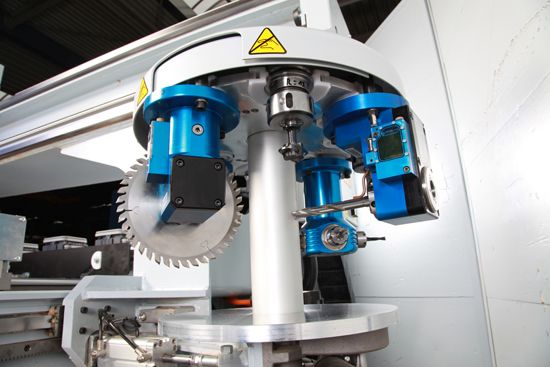
View higher quality, full size image (550 X 367)
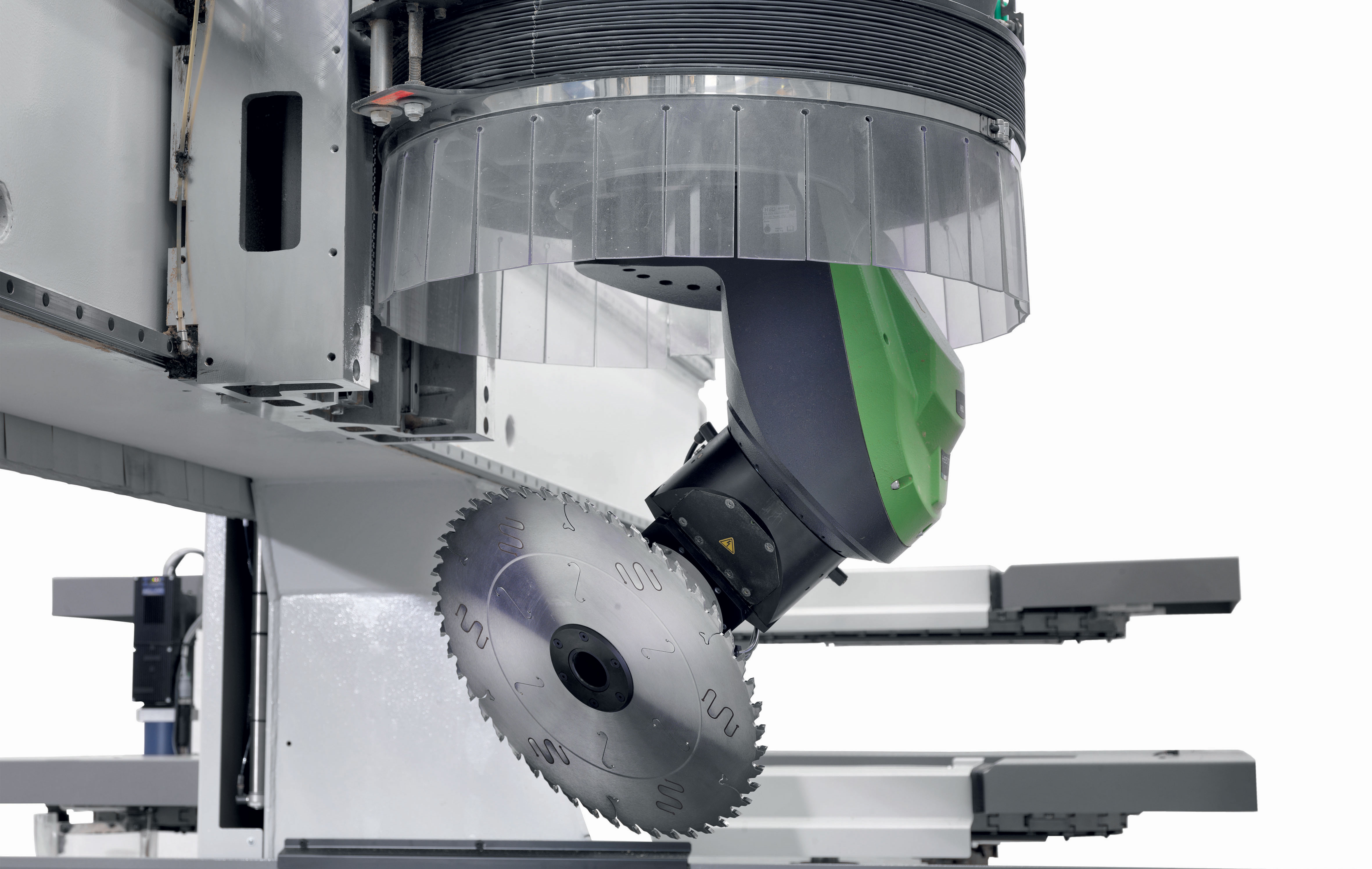
View higher quality, full size image (4724 X 2991)

View higher quality, full size image (640 X 360)
4/23/20 #14: 5 axis for nesting ...
Thanks for the responses.
A local shop told me about their Biesse that had a C axis. He used it to make some house doors to bore for the lock set and rout for the butt hinges. He made it sound like the software that comes with the Biesse made it not too bad.
As Alan indicated, I wonder how easy this would be in Alpha Cam
4/23/20 #15: 5 axis for nesting ...
This comes from the perspective of a total neophyte running a 3 axis machine but if the 5 axis work is limited and somewhat random would it not be wise (given you have the space) to look into you 3-4/C axis machine and a second hand Kuka for the odd stuff? They seem to be able to be had relatively reasonably and programing is getting easier and easier.
Just a thought.
4/24/20 #16: 5 axis for nesting ...
Our 5 axis spindle rotates and changes angles while it is cutting, its also a magnetic connection so it can continuously spin in 360 degree rotations around the work-piece.
Some 5 axis machines the spindle is a cable connection so it has to move back and forth in 180 degree increments. On our old C axis machine we had to manually setup the offset of the tool from 0,0,0.
Our old C-axis machine rotated around the Z axis at some fixed angle relative to Z.
Our 5 axis machine can rotate around the x, y and z axis and move between them.
Because the spindle can do different rotations and tools we don't use / need the aggregates we used to use. Because our old machine use a proprietary connection to the aggregates a new machine would have required new aggregates.
My cost analysis was the cost of the machine, cost of additional 5 axis software, if required, and cost of aggregates.
In the end the total cost of ownership of the Rover was less than the other machines we looked at and we believed it to be the better machine. Most the machine dealers wanted to sell us what the thought was best.
Biesse really listened and spent a lot of time with us and quoted a machine that did what we wanted and needed.
For us standard cabinet parts are cut on a beam saw, then edge banded, then face drilled /machined on the Rover and edge drilled with dowel insertion on a Gannomat.
The Gannomat also does hinge and pull boring as well as any 90 degree pocket screw boring connections
4/27/20 #17: 5 axis for nesting ...
Again, thanks for all of the input.
Pat: Being an AlphaCam guy it�s a breeze. Alphacam is very versatile in its parametrics this way. I am very familiar and comfortable with AlphaCam, but both the HolzHer Campus and Biesseworks suite of softwares have advantages as well (also others but just to stay with the two examples from before), it depends on your shop setup and needs. It's a complicated decision on which software to go to, I am a believer in keeping an open mind and staying willing to evolve, provided the benefits are clear.
Mark: Valid thought. We need to keep our current machine at least until the new one is not only functioning well but also until we are completely productive with it, say a year. The Kuka line you mentioned might not fit our production needs, but point taken.
Alan: This is really at the core of what I am questioning here. You have gone 5 axis, it seems without regrets, although you don�t nest day to day. I have heard that others do nest with 5 axis, still researching and looking for real world feedback. Danny B, Bill and BH Davis have similar concerns as I do, but we are not using the machines day to day.
Frank, do you use 5 axis now, and what is your workflow like?
8/1/23 #18: 5 axis for nesting ...
Website: http://www.elegancecustomcabinetry@me.com
Hi Mark ,
I�m planing getting x400 scmi 5x . Curious if what did you came out . Have you purchase ? And if yes . Any issue between nesting and run 5x
Thank you
|