Message Thread:
Time Per 3/4 ply sheet on CNC
9/23/16

We�re running a Biesse Skill with two Busch MM 1322 AV vac pumps and generating our nests with CV. I have True-Shape-Nesting and pack my parts fairly tightly. We make booth seating for restaurants so the parts are smaller than a typical cabinet job, with that, I feel like I have to keep the feed rate lower to keep the parts from flying off the table (we still generally chew up 2 parts per 10 nests. We do use an onion skin but trim that on a final pass for the smaller parts. Our go-to bit for cutting most of our � panels is the Onsrud 60-173MW which is a �� two-flute spiral compression with about 1/8� up-shear. We run the bit @ 410 IPM and 10,000 RMP. It usually takes about 13 minutes to cut one nest and we obviously would like to cut that down.
My question to all you folks is; what tool are you using to cut � ply, and what is your speed and feed? Any thoughts on how I can improve my time?
I've attached a typical nest diagram for your review.
Thank you.
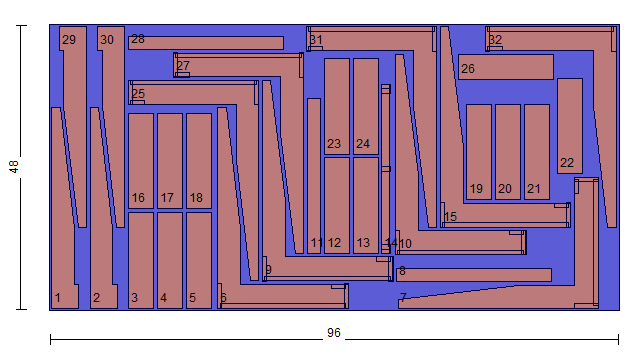
View higher quality, full size image (636 X 356)
9/23/16 #2: Time Per 3/4 ply sheet on CNC ...
Is edge finish important?
Is cutting time? Would be be willing to add 5 minutes if you didn't lose any parts?
Could you tab them and clean up the tabs offline?
9/23/16 #3: Time Per 3/4 ply sheet on CNC ...
In this case, edge finish is not important. I want to be able to speed things up with as few broken parts as possible.
As far as Tabs, I haven't had a great deal of luck with them in CV, I thought it was yet another broken feature so I left it be.
9/23/16 #4: Time Per 3/4 ply sheet on CNC ...
I wouldn't try this without tabbing. 0.750 long, 01875 thick.
I would use a 3/8 slow helix down shear or compression roughing bit. 1/2 is too big.
I'm also starting to experiment with plastic pin nails to hold plywood down.
I do a lot of this at 600 plus IPM.
9/23/16 #5: Time Per 3/4 ply sheet on CNC ...
Okay, good information, thanks. Can you post your tooling #? I'll give tabs another try as well.
9/23/16 #6: Time Per 3/4 ply sheet on CNC ...
Onsrud 60-038 or similar.
Could try a 037 too for better chip evacuation.
9/23/16 #7: Time Per 3/4 ply sheet on CNC ...
It's nice to have a solid direction to go in, thanks for your help.
9/23/16 #8: Time Per 3/4 ply sheet on CNC ...
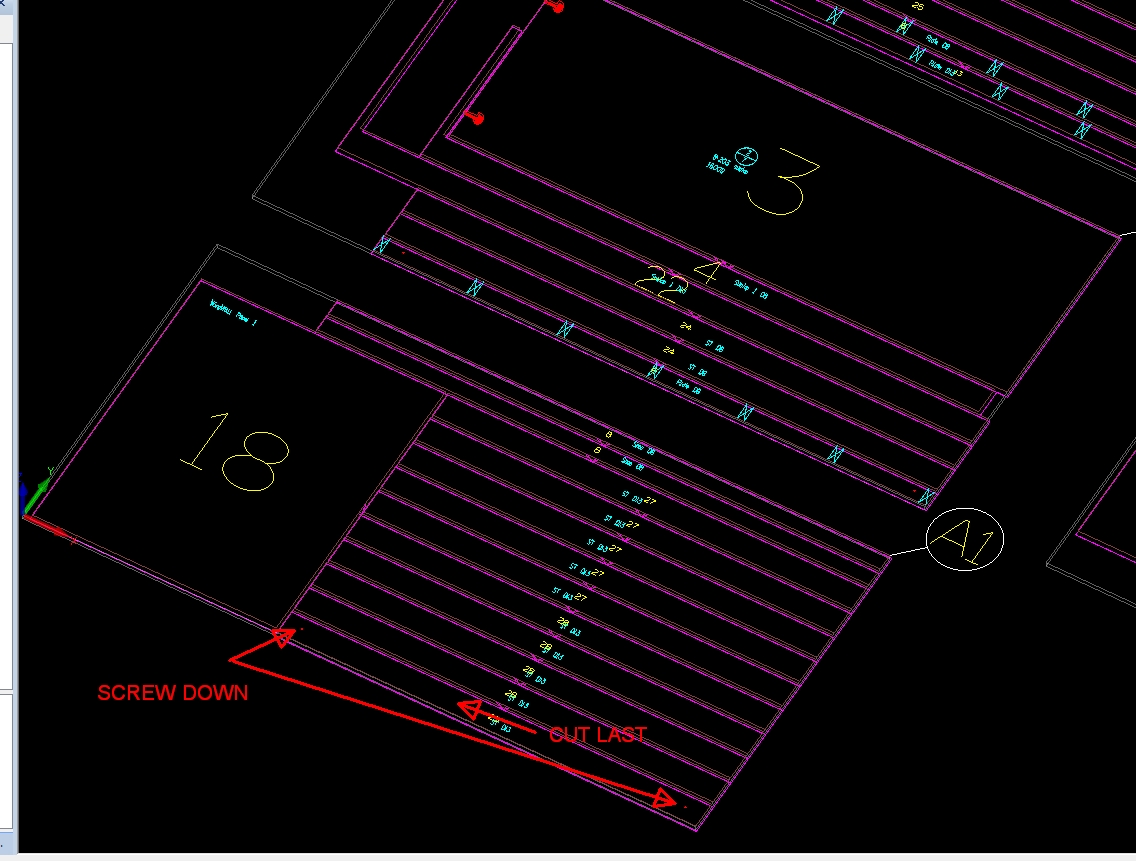
When cutting diewall parts, which are not too dissimilar from what you are describing I onion skin at 720 with a Vortex 3130XP, which has about 1/2 inch of up shear, mostly for chip evacuation and edge quality. I have plenty of vacuum, but no amount of vacuum is going to get 100 percent of veneer core plywood parts cut without screwing a few of them to the table.
I don't know if you can do it in CV, but in AlphaCam I can pretty quickly adjust the starting and stopping points of each perimeter path then order the tool paths to leave the largest part cut last. This way each part in a nest is still attached to the main body of until the cut is just about complete. If there are no large parts or if I need to end with a smaller one I place a couple of 5mm holes in the last part or two in a nest to be cut and screw them down to the spoil board. If a part is very small it gets a screw in it as well.
If you do a ton of this stuff Thermwood has a machine with a hold down roller for just this kind of thing.
View higher quality, full size image (1136 X 861)
9/23/16 #9: Time Per 3/4 ply sheet on CNC ...
I would go to a downcut spiral or compression bit. You will have less upward pull on the small parts at the sacrifice of a shorter bit life though.
Would it be possible to program this so only the smaller parts get onion skinned? That would speed things up a bit......as long as the larger parts are big enough to stay in place on their own.
BH Davis
9/23/16 #10: Time Per 3/4 ply sheet on CNC ...
Website: http://www.cnc-cabinetparts.com
I would use a Vortex Ex series 3/8" 25% less force on the part to move it plus more material to machine. I run plywood at 18k rpm 700ipm and down at 350 down.
9/24/16 #11: Time Per 3/4 ply sheet on CNC ...
I got so sick of losing parts or banana parts for the speed we are running I started to run return onion skin on all parts and leave 2" parameter on the edges for a better vac. Since we can run a fly cut on every nest, I just started doing that. Its cheaper that cutting trashed parts on the saw or recutting
Cabinetvision s2m, 40hp travini pump
9/26/16 #12: Time Per 3/4 ply sheet on CNC ...
Website: http://www.graybellmillwork.com
Mike,
I am curious what kind of spoil board material you are using. I only ask because I know that when were first getting started with our cnc, we tried using MDF for the spoil board instead of LDF (or MDFUL). There was no compairison. The LDF allows a lot more air flow and gives much better hold down.
With a nest like the one you are showing, you are going to be bleeding a lot of vacuum by the time it nears completion. You might try increasing the skin thickness to help keep the vacuum from escaping and keeping your spoil board surfaced regularly so you are not loosing so much around the edges.
We use the same Onsrud cutter as our main plywood cutting tool and typically run 800ipm with 18,000rpm. We don't run a lot of small part nests like you are running but we do have small toe kicks and stretchers in our nests and don't have issues with them moving as long as they are onion skinned.
9/27/16 #13: Time Per 3/4 ply sheet on CNC ...
I would use a 3/8 bit. We use a Vortex 3184XP on plywood.
We cut parts that are too small to cut on a CNC. Those parts always come with larger parts and we leave a skin between those parts. We have a flush trim router on the outfeed table of the cnc to zip them apart. Never fails.
You appear to have many similar small/thin parts. Can you join multiples and trim them apart after?
9/27/16 #14: Time Per 3/4 ply sheet on CNC ...
@ Ken H.
We do use standard MDF because we felt the LDF had too much vacuum leak. The problem we face is that we use a pusher off feed on a 5x12 bed, with that, putting cover sheets over the spoil board became tedious and we opted to slow down the bit while using regular mdf. We do have gasketed zoning and what happens with the LDF is that the vacuum leaks through the edges.
@ Bill
We do use onion skins for small parts but the problem with CV is that it doesn�t give me the option to leave the skin, it will always cut the skin off, risking the smaller parts at higher speeds. I�m going to experiment with tabs but the same problem exists.
9/27/16 #15: Time Per 3/4 ply sheet on CNC ...
Mike,
Are you saying you don't seal the edges of your spoil boards? That can have a big impact on holding power if it is the case.
BH Davis
9/27/16 #16: Time Per 3/4 ply sheet on CNC ...
@ B.H. Davis
We tried masking the edges with tapebut it wasn't a viable option when we had 12" of exposed spoil-board that was the real culprit.
However, I'm now considering sectioning my spoil-board into zones and sealing the edges in between.
We do a wide variety of operations on our machine, from cutting solid wood table tops to smaller solid wood parts to panel nests.
9/27/16 #17: Time Per 3/4 ply sheet on CNC ...
Mike,
We mostly do pod hold down on our CNC so don't do much spoil board work. As such we have 4 separate spoil board units (a Shopbot forum idea) that we mount to the MDF screw down table surface when we want to cut sheet stock. Four units at 24 x 48 each give us a 4x8 through vacuum fixturing surface.
When cutting parts smaller than the throw-on thru vacuum fixtures we use cardboard scraps to cover the open space. We have a lot around because we make our own boxes to ship our mouldings. It takes just seconds to cut a scrap to size to cover an open section of spoil board.
BH Davis
9/27/16 #18: Time Per 3/4 ply sheet on CNC ...
Mike,
By using the MDF you might not have as much loss on the edges, but you are also not getting enough vacuum where you need it, under the parts. By using MDF, you are not just sealing the open areas, you are also sealing the work area and drastically reducing your hold down power.
When we get our spoil board sheets, the first thing we do is paint all the edges to seal them (we use whatever latex paint we happen to have). We have a 5x12 table but typically only cut 4x8 sheets so we have gasketed off below the spoil board where it is not used. When cutting smaller parts than 4x8, we use pieces of 1/4" plywood to cover the open areas similar to B.H. Davis.
9/27/16 #19: Time Per 3/4 ply sheet on CNC ...
Based on your responses we're doing just that. Zoned SB, painted edges, LDF.
Thanks for the valuable input.
9/27/16 #20: Time Per 3/4 ply sheet on CNC ...
Not sure if this applies, but we have a 5x10 bed and mostly run 4x8 sheets. I took 2 pcs of laminate and glued them back to back to make panels that cover the unused portion of the bed,that along with CV stay down cutting have reduced my lost parts to almost 0. 18 hp becker pump with 3/4 ldf spoilboard and 1/4 ldf wasteboard.
9/27/16 #21: Time Per 3/4 ply sheet on CNC ...
"that along with CV stay down cutting have reduced my lost parts to almost 0. 18 hp becker pump with 3/4 ldf spoilboard and 1/4 ldf wasteboard."
Would you explain the CV stay down cutting is this in CV 9 or somewhere in S2M
We are running a 5x12 and use scraps to block offs 4x8's or the left over on the 8 foot length, anything you can share I certainly would appreciate.
9/27/16 #22: Time Per 3/4 ply sheet on CNC ...
Website: http://www.cnc-cabinetparts.com
stay down cutting is in both V8 and V9 of CV and you will find the settings in the s2m center under machine settings
10/1/16 #23: Time Per 3/4 ply sheet on CNC ...
Leland
Feeling a little lost I can't find it to save my life in 8 or 9 Could you post a screen shot
thanks
10/1/16 #24: Time Per 3/4 ply sheet on CNC ...
Website: http://www.cnc-cabinetparts.com
I will post a screen shoot for you shortly. sorry for the delayed response
10/5/16 #25: Time Per 3/4 ply sheet on CNC ...
You are already invested in your machine but from what i've experienced, roller hold -down CNC's are specifically made for frame cutting. Most companies with these machines even stack cut a few sheets in one shot. Any major cnc router manufacturer has roller hold-down as an option.
|