Message Thread:
Determining Vacuum Holddown
11/16/15

I am in the process of purchasing a moving gantry CNC with a 5x10 table. I am trying to determine the proper vacuum pump. Typical cuts include a nested 4x8 sheet of 3/8" baltic birch plywood maxed out with 9.5" x 3.5" and 2" x 3.5" pieces. Currently we use a smaller CNC and leave an onion skin and then route it off. I absolutely want to avoid this. Another typical job is a nested sheet of 3/4" baltic birch plywood maxed out with 8" x 3.25" pieces. Typically I am either maxing out the sheet of plywood with small parts or it is all custom work with some smaller parts. I attached an image of an example. I am being suggested Dekker, Busch, Becker, and Travaini. This will be my first experience with vacuum pumps and I want to make sure I make the proper decision. I have been reading a bunch and understand the difference between HP, CFM, and IN HG but my unanswered question is how much do I actually need. Looking for suggestions and help please.
Click the link below to download the file included with this post.
CNC_Cut_Sheet_Example_01.pdf
11/16/15 #3: Determining Vacuum Holddown ...
As much as you can afford and it's never enough.
I started with a 10HP regen blower. Did OK, but wanted more. Got a 10HP Becker. Better but wanted more. 18HP Becker. Better but wanted more. Now have a 30HP Sullair rotary screw. 430 CFM @ 25". Pretty good when masked off to 4X8 but some days I really wish I had more.
Tool bit choice will make a difference as well. Unless I need good edges, I have gone to a 3 flute down spiral roughing bit on my ply. Less cutting pressure moving the parts sideways.
11/16/15 #4: Determining Vacuum Holddown ...
We have a 5 X 10 with a 40hp Quincy. We can't hold parts that small. Tab or onion skin! If they are just rectangular parts stack cut them on your beam saw. Much faster.
11/16/15 #5: Determining Vacuum Holddown ...
Dropout - That is the exact situation I see myself getting into. I want to get the right one from the start.
Larry - I was afraid of getting this response! lol
11/17/15 #6: Determining Vacuum Holddown ...
2 CNC here, one with 25hp and one with 15 hp regen blowers, Both nest very well yet I trust neither with the parts you have sized,
If they are a common produced part consider a dedicated vac jig with sealed pucks
11/17/15 #7: Determining Vacuum Holddown ...
We have a 40hp on a 5x10 table.
The cut sheet you show would be no problem, but I might cut the little ones in two pecks down if the table was getting snarley.
Get as much as you can afford.
It won't look so cheap if you have to upgrade because what you bought doesn't cut the mustard so to speak.
11/17/15 #8: Determining Vacuum Holddown ...
I probably should have looked at your pdf,, Mine will cut that all day long yet it is best to OS the small long parts,, the list you gave in text is too small for me,, courious though why 2.5" are they nailers / stretchers ?
11/17/15 #9: Determining Vacuum Holddown ...
James - I am realizing that there may be no way around onion skinning the smaller pieces. The PDF with the 2.5" pieces is for our main product line. We make road cases. There will be additional routed holes for latches and hardware but I just wanted to make the drawing as basic as possible.
11/17/15 #10: Determining Vacuum Holddown ...
Snaglpuss - what model vacuum do you run?
11/17/15 #11: Determining Vacuum Holddown ...
Website: http://www.allstaradhesives.com/
What type of router are you looking at? What ideas do you have for a vacuum table grid? If you like you can contact me at gbradley@allstaradhesives.com I think we can help.
11/17/15 #12: Determining Vacuum Holddown ...
I'd like to see someone actually hold "9.5" x 3.5" and 2" x 3.5" pieces" or for that matter 2.5 x 14" without a dedicated gasketed board or onion skin. A nest with a bunch of those small parts is going to have lots of leaks due to all the cut lines.
If you are going to be production routing the same pattern over & over, the gasketed board is the way to go. You just have to be careful when loading it to not snag the gaskets. Allstar is a good place for gasket.
Plywood adds another level of problems. Sometimes, as small or longer but narrow parts are cut, they want to pop up due to the release of tension in the material.
As for one brand or another of pump holding better, I doubt that within types there is much difference. Different types do have different flow VS vacuum curves.
11/17/15 #14: Determining Vacuum Holddown ...
I regularly cut pieces as small or smaller that what is suggested. I use a 10 hp regen pump for vacuum. I am cutting 3/4 mdf, 1" apple ply and 3/8 maple ply.
I do not onion skin nor leave tabs. I do it by using 2 ft wide masking tape and covering the board on the bottom side. Then I cut to the tape but not through the tape. Just pull the pieces off of the tape and ready to go.
11/17/15 #15: Determining Vacuum Holddown ...
Jim - that sounds pretty good. Thank you.
11/17/15 #16: Determining Vacuum Holddown ...
George - Thanks, I am going to consider gasketing the pieces that are standard production runs.
Larry - Thanks for the input, I clearly have a lot to consider
11/19/15 #17: Determining Vacuum Holddown ...
Website: http://www.NEMI.com
Hi Chris -
It sounds like a dedicated fixture might be a good solution for you. I would be happy to give you some information about NEMI's offerings.
Andrea
ap@NEMI.com
763-856-2044x208
11/19/15 #18: Determining Vacuum Holddown ...
Website: http://www.allstaradhesives.com/
Chris
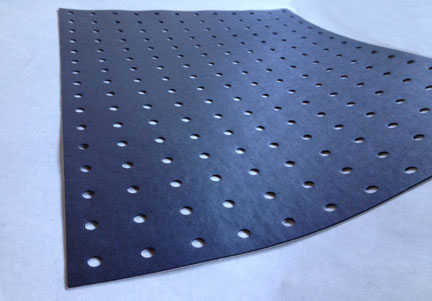
As far as the vacuum goes and what to use you can research AXYZ routers in Canada and I do not think that they use a vacuum as great as mentioned above but AXYZ buys and uses our "pegboard tiles" if used precisely you could do nested based manufacturing and cut small parts like the stretchers on your cut list,we have a video on cutting cabinet doors https://www.youtube.com/watch?v=jN0wLRa3tQM
Let me know how you make out.
View higher quality, full size image (432 X 301)
11/19/15 #20: Determining Vacuum Holddown ...
Website: http://www.cnccustomservices.com
Companies that machine plastic and aluminum nests encounter this alot. One technique if you have a tool changer -
1.) Route the 2.5" parts first with the same tool you would normally use to route through leave a .015 to .02 skin
2.) Select a smaller diameter cutter (1/8" to 1/4") Cut the smaller profiles through with the smaller cutter - may have to back the geometry "off" a few thousandths in X and Y - .004~.008 (.1~.2mm) will insure the small cutter is cutting the skin only and leave an almost imperceptible "lip". Talking about 1/128 in or less!
3.) Re-select your primary tool and route through the larger parts of the nest where vacuum escaping through the cut swath will be less influential on hold down
Works great in alot of instances and can eliminate post secondary operations yours looks like a very good candidate.
Hope this helps
Mark T
11/19/15 #21: Determining Vacuum Holddown ...
Mark - Thank you for the advice! Sounds great!
11/20/15 #22: Determining Vacuum Holddown ...
Mart-T
we use same method for long time
but added some point:
i create script that decide the parts to 3 types:
small- as you mention ,first 12 mm leave 0.5 then overlap 0.1 with 6mm
medium- same but second time with 12 mm
big- only one pass
the only thing is that i add also script for the tool order ,because you must order in 2 lists
one for all machining ,second only for nesting machining(that go throw 0.1mm)
and then order by ,first the part in the corner then by size
in this method ,i run all my parts in the the fast way
thanks
Yaakov
11/20/15 #23: Determining Vacuum Holddown ...
We cut parts that small and smaller every day with no problem. It appears your two small parts come in pairs. Onion skin them together. We have a router table on the out feed table of the CNC with a flush trim bit. Cutting parts like that apart is part of the secondary operation that is done when the next sheet is running.
The part shown is total 10" x 10 the small squares are 2 x 2". I pull a 3/8 bit through 2x's to make the groove 1/2" sp a 3/8 flush trim bit will go through and leave a .01" skin.
Good luck!

View larger image
11/22/15 #24: Determining Vacuum Holddown ...
Like others said you just have to be more creative with your programming. I have a 10 hp becker and there isn't a lot that I haven't been able to do.
I don't have an unlimited electrical service, so I couldn't run a 40 hp even if I wanted to.
11/22/15 #25: Determining Vacuum Holddown ...
Yaakov, Bill, Scott - Thanks for the advice guys. Once I get the machine in I will be able to test out all these methods for my parts.
11/22/15 #26: Determining Vacuum Holddown ...
Have you considered a pressure foot in addition to the vac. there are some who discuss this on a machine forum with some success
11/22/15 #27: Determining Vacuum Holddown ...
Im not familiar with this. I am looking into it now. Thanks!
11/22/15 #28: Determining Vacuum Holddown ...
I have not used one but there are some who swear by them with a bracket they can be adapted to the mid smaller machines
CNC Pressure Foot
11/22/15 #29: Determining Vacuum Holddown ...
Pressure feet and ply don't play well together. In my experience, unless you use a roughing but ply can come off in slivers and strings and they can get caught in the foot.
11/22/15 #30: Determining Vacuum Holddown ...
Dropout - Thanks for he input. I don't plan on trying to go down that line until I max out the other options.
11/22/15 #31: Determining Vacuum Holddown ...
one thing about vacuum that very important
that i saw all the time ,and i think many people mistake about it
vacuum is not like pressure
if you add 1000HP you always have limit
because you just create vaccum ,
the pressure is the Atmosphere
max max 1 ,but this is Theoretical, the real
is 0.7-08 not more, so more pumps you add is just Compensation for the leaks from the cut ,its cant add more pressure...
from my experience 500 kph its very good for up to 2.8*1.2 m plywood
and we cut all size ,from drawer back(70*400mm) up to...
thnaks
11/23/15 #32: Determining Vacuum Holddown ...
Website: http://www.qingonggroup.com
Chris, a 10HP Becker for your CNC with a 5x10 table is ok. 5x10 vacuum table with 6 vacuum area, A B C D E F area. if the small parts in E F area, when cutting small parts, you can close A B C area, so E F area vacuum suction power become bigger to hold the small parts.
If the small parts is too small, you can try a CNC pressure foot.
CNC pressure foot
11/24/15 #33: Determining Vacuum Holddown ...
Thank you for all the input. Right now I am leaning towards a 25hp 455 CFM Busch pump. I think this, coupled with the advice I have received here, will give me a great start. If anyone else has any input, it is still greatly appreciated.
11/26/15 #34: Determining Vacuum Holddown ...
We run a Quincy 15hp rotary screw vacuum pump on a 5x12 with no issues, and uses very little power compared to a 40hp dekker
12/16/15 #35: Determining Vacuum Holddown ...
Website: http://www.allstaradhesives.com
There is an interesting product developed by CNC Automation of Canada (Peg Board Tile) which allows Nested Base Manufacturing to be used on a CNC Router without the necessity of "onion skin" or "tabbing" as the means of holding the finished parts on the table.
YouTube: https://www.youtube.com/watch?v=jN0wLRa3tQM
If you have any questions you could contact George Bradley (800-878-7827 / Ext 202) at All Star Adhesive Products, Inc.
12/16/15 #36: Determining Vacuum Holddown ...
The foam works well sort of.
I have tried it with melamine and found it to be unsuitable.
The idea is to just touch the foam without cutting it. The problem is that a sheet of dead flat material such as melamine will crush the foam more than something with a grain in it. Also, you may have a problem with chip out on the bottom of the panel because the foam gives a bit, unlike an MDF spoilboard.
Also, while it's a cool video, the crush will change on how much of the table is covered.
It could work well for use as a dedicated fixture/spoilboard for a specific job, but be prepared for the setup time.
12/16/15 #37: Determining Vacuum Holddown ...
The foam will compress. How much it will compress is a factor determined by the strength of the vacuum system. The "new" thickness and density of the foam will be consistent, rather than being "crushed" and losing all compression set, which is the key physical property in reducing v-i-b-r-a-t-i-o-n and improving both the quality of the finished edge and the life of the tooling.
Peg Board Tiles are adhered to the surface of a virgin sheet of MDF or LDF. The smooth surface allows the pressure sensitive adhesive to remain in place and not shift or slide.
Longevity > current users claim 4 to 6 months.
|