We have an issue with most of our profiles where these fuzz you see in the picture remains after end tenoning process.
I have heard that this is a very common issue with many door manufacturers, I am very curious what would be the best way to solve this issue.
Machine run out, tool set up and initial knife design could be all possible reasons.
If any one of you had an issue like this and managed to solve the problem, please do share it with me!
Thanks.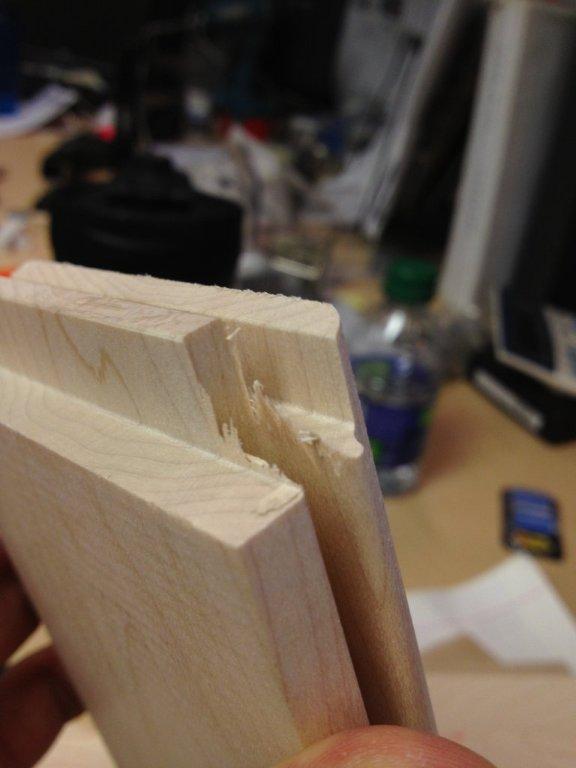
From contributor Ri
You can run the end grain cut first, then come back and run with the grain. Or am I not paying attention?
From contributor Da
The tenon is thicker than the plow. Get a decent micrometer and measure the two, and you will see a difference - my guess is .020" or so. This is in the tooling (initial knife design), or if spacers are used, then it is in the set-up.
It may or may not be a real problem. The fuzz - or flash - may help prevent glue from entering the panel area. Obviously, the two do not fit to each other, or that tenon would be splitting the smaller plow. Therefore only an appearance problem, not a fit or technical problem.